


Briquetting.Mixing.Grinding.Drying.HBI.RHF
Luoyang Kaizheng Environmental Protection Processing Equipment Co., Ltd is a collection of product research and development, manufacturing, independent trade high-tech enterprises. We have been focusing on developing integrated solutions for raw material preparation, ingredients, solid waste, residual materials and recycled materials to help customers more efficiently process various materials and convert them into value. Innovation of mixing machine, high pressure briquetting machine, grinding with roller press and other equipment in solving all kinds of industrial materials. Processing equipment with high viscosity in solvent recovery, evaporation, and other industries have unique applications. Compaction granulating device in all kinds of the comprehensive utilization of solid waste and other process is also significant.









-
01-06-2026
Lyocell fiber technology aims to convert cellulose into a man-made, cotton-like fiber. The lyocell process involves a series of processing steps, with the dissolution step being the most critical. A kneader developed by KaiZheng has been successfully applied in the continuous dissolution stage, enabling the treatment of raw materials from various sources and their conversion into spinnable dope.
-
 24-03-2026
24-03-2026As of March 23, 2026, tensions in the Strait of Hormuz have intensified amid a US-Iran standoff. A 48-hour ultimatum previously issued by the United States is set to expire at 7:45 Beijing Time on March 24. In response, Iran has imposed targeted shipping restrictions, banning vessels from hostile nations while allowing negotiable passage for ships from non-hostile countries. Disruptions to this global "chokepoint" for energy and trade are rapidly rippling through the global trading system, delivering an all-round, systemic shock to global foreign trade across energy supplies, shipping logistics, and supply chain security.
-
 30-01-2026
30-01-2026At present, China's petrochemical industry is confronted with the dual challenges of global overcapacity and high domestic raw material costs. Particularly, China lacks low-cost raw materials such as associated gas from oil fields and shale gas, which leads to persistently high production costs for core chemical products like ethylene. In 2023, there was a situation where related products in the United States were highly profitable while Chinese enterprises suffered comprehensive losses. How to break this deadlock? The article "Raw Material Substitution Facilitates High-Quality Development of China's Petrochemical Industry" published in the journal "Chemical Industry and Engineering Progress" has pointed out a clear path for us. This article, based on the core viewpoints of the original text, will help you understand the core logic and practical directions of raw material substitution.




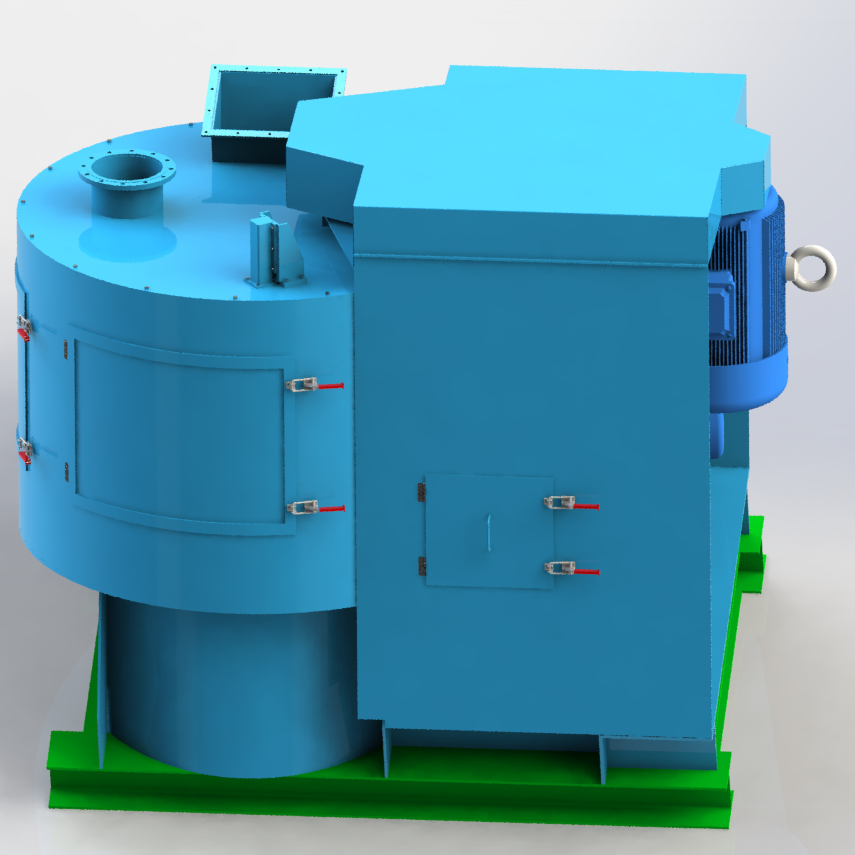
Vertical High Intensity Mixer
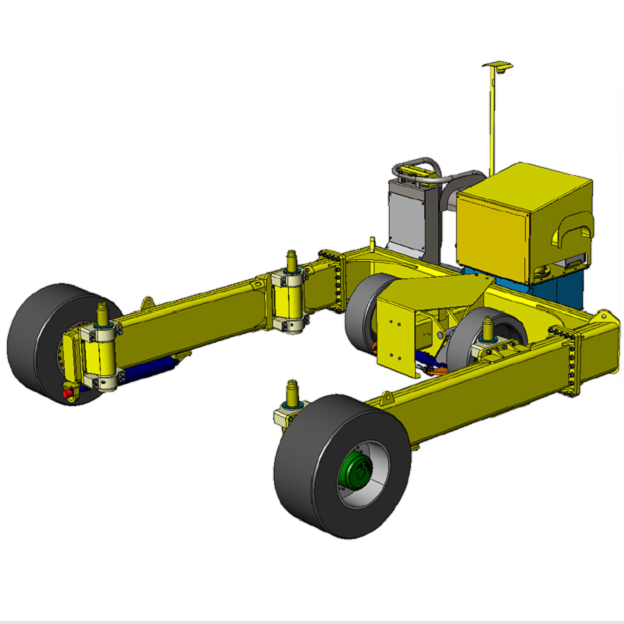
Feed Chute Transporter
Sludge Silo
Impact Crusher
Double Toothed Crusher
Jaw Crusher
Vertical Dryer
Net Belt Dryer
Twin-shaft Kneaderreactor
Shear Mixer
Pin Mixer
Horizontal Mixer
Twin-shaft Mixer
Lab Scale Briquetting
Sponge Iron Briquetting
Sponge Iron
Grinding Roller Press
Granulating Machine
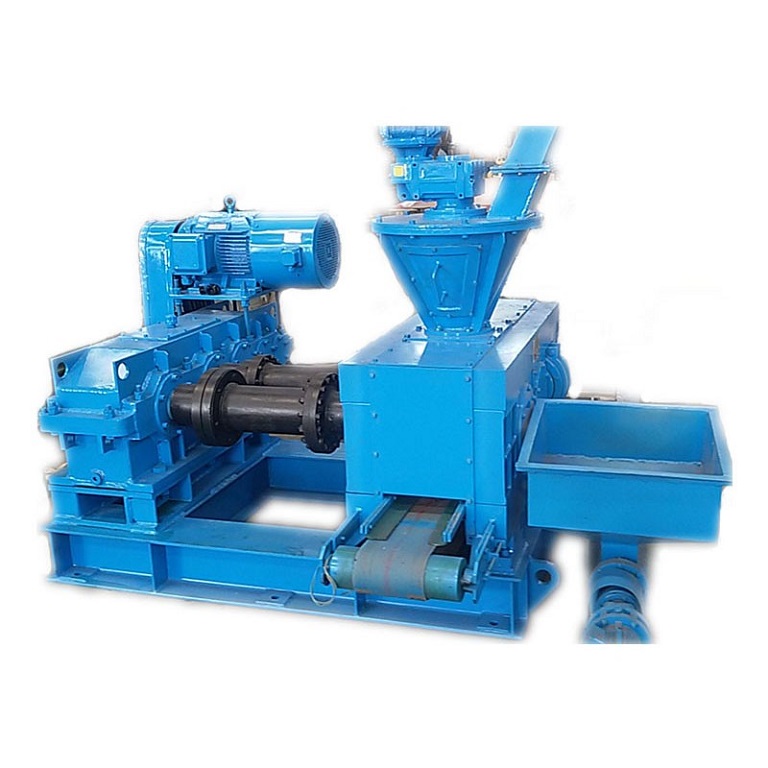
Briquetting Machine
High Pressure Briquetting